Evaporation boats are the best thermal evaporation source for vacuum evaporation metalizing. There are two types of boats. The main raw materials used are BN, TiB2 and AlN powder. The boats which contain all 3 materials are called “3 component boats” also some boats have BN and TiB2 powder which are called “2 component boats”.

Installation of evaporation boat
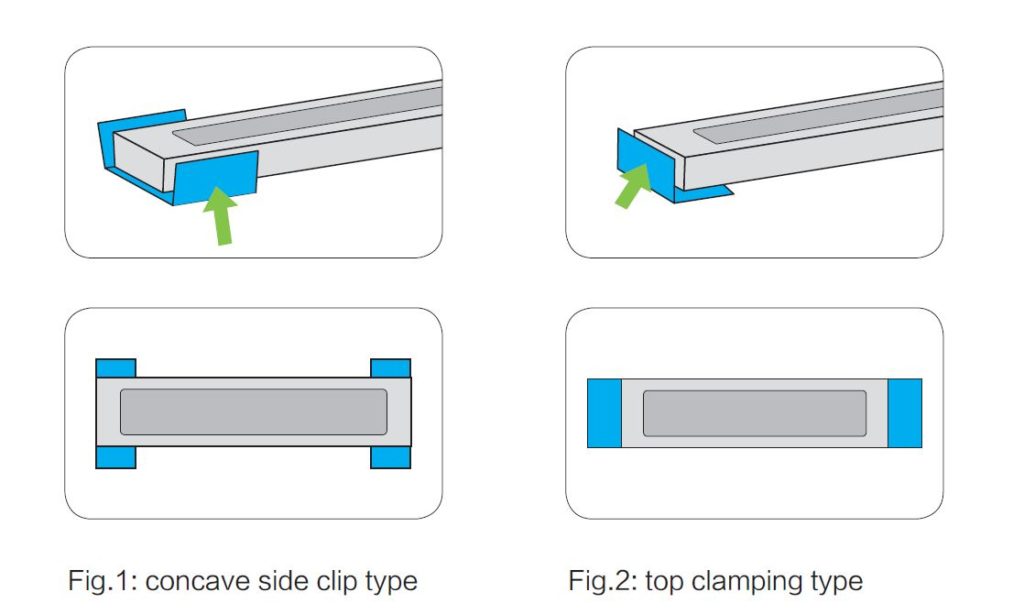
Boat clamping is very important for the better evaporation and increased boat life. Evaporation Boats are clamped on copper electrode and there are two types of clamping. They are Side clamping (Fig.1) and Top clamping (Fig.2) as shown in the below picture.
Attention:
- Use graphite foil between boat and electrode. This is used for two purposes. Firstly, adjustment of tightness and secondly, relive the thermal stress because of the different CTE for uniform contact.
- Keep proper contact between evaporation boat and electrode, so as to ensure good electrical contact. If it is too loose, it will cause current instability at both ends of boat. As a result it can cause an electrical spark. Also, boat will not have enough power resulting in evaporation boat temperature is too low and spreading liquid aluminum which cannot evaporate. If it is too tight, when the evaporation boat is heated, thermal expansion will not easy and it will be difficult to release thermal stress. As a result this may deform the boat or even cause the boat crack and fracture.
- Every time before installation of a new boat, carefully clean up the two copper electrodes. Also, the aluminum and graphite tape must be thoroughly cleaned.
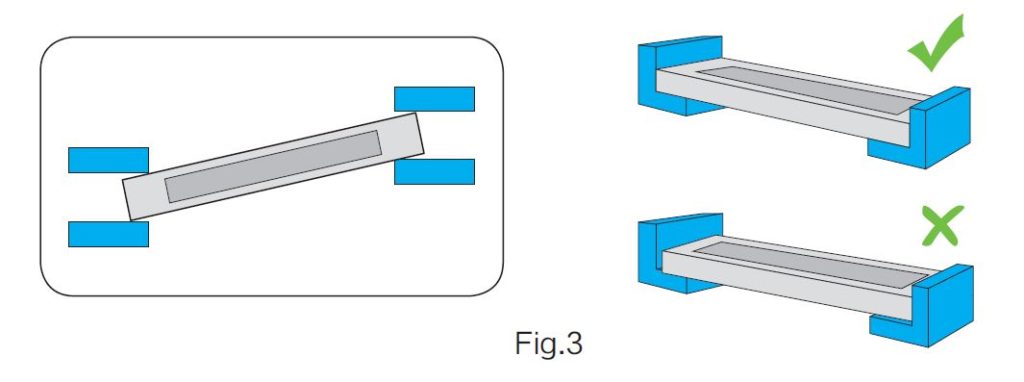
- Make sure of the boat alignment and there should be no gap between boat and electrode (Fig.3), otherwise the boat will distort during heating. This will lead to poor contact causing spark and boat cracking.
Graphite paper
- When you install the evaporation boats, put more thickness of graphite paper to aluminum wire side of the boat. So that both ends of the evaporation boat have little inclination, it will better for the molten aluminum spreading and reduce partial overheating.
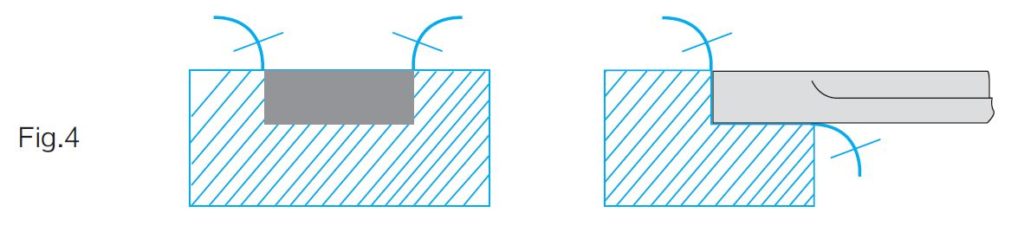
- Make sure to cut off the excess graphite paper after installing evaporation boat (see figure).
- The graphite paper is conductive material and therefore the excess graphite paper can cause electric spark (see figure 4). This also can damage the clamps, boats and also influence the boat life. This can also make the evaporation process very unstable and generate spitting problems, which leads to Pin Holes in Film.
Pre- wetting
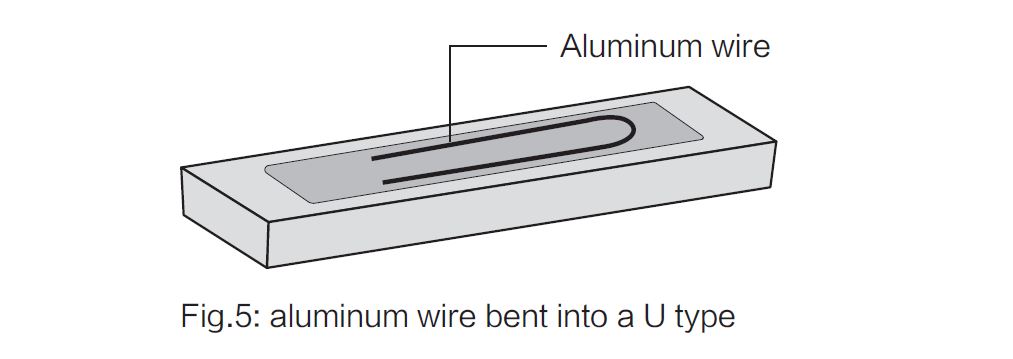
- After evaporation boat is installed (Make sure no any problems), keep 1-3 pcs of aluminum wire (longer than 2/3 boat cavity length) on the boat cavity (Aluminum wire in “U” shape) (See figure 5). This will help for better boat wetting. When chamber is closed, make sure the aluminum wire do not fall of the boat. if so, please open the chamber and place it again.
- At the end of every film roll after chamber is ventilated make sure to check all the boats. After that if any problems or loose condition are found do the corrective action. Cleaning of the sludge on the boats to maintain the wetting area is very important. It helps to increase boat life.
Inspection before heating
Before heating, carefully check the cooling water flow in the copper electrode. The vacuum level of 10-4 bar pressure is ideal for running (some machines need 10-2 bar or 10-3bar). Otherwise, surface oxidation will influence the wetting and boat life.
Evaporation boats heating and wetting
Heating time in the first cycle.
In the first cycle, 12-15minutes are required to heat the boats up to the evaporation temperature. Short heating time will not allow to completely release the gases and volatile matter inside the boat. As a result this will affect the boat life. If the boats given high temperature in short time, it will result in to strange thermal stress and evaporation boats will crack. Evaporation boats are hot-pressed with several powder materials which have different expansion and contraction property. That is why, first heating is very important.
Heating and wetting Process
New boats heating is not same process for different suppliers for example some suppliers do in 4 steps, some into 3 steps and also have 2 steps. Operators can look for the heating process which is suggested for their type of boat and supplier instructions. No matter which process, we must give attention to the voltage increase and it should not be more than 1 V in normal. After starting to metalize reduce the voltage to the normal. In this way, it can improve the spreading of molten aluminum and improve productivity (Fig.6).
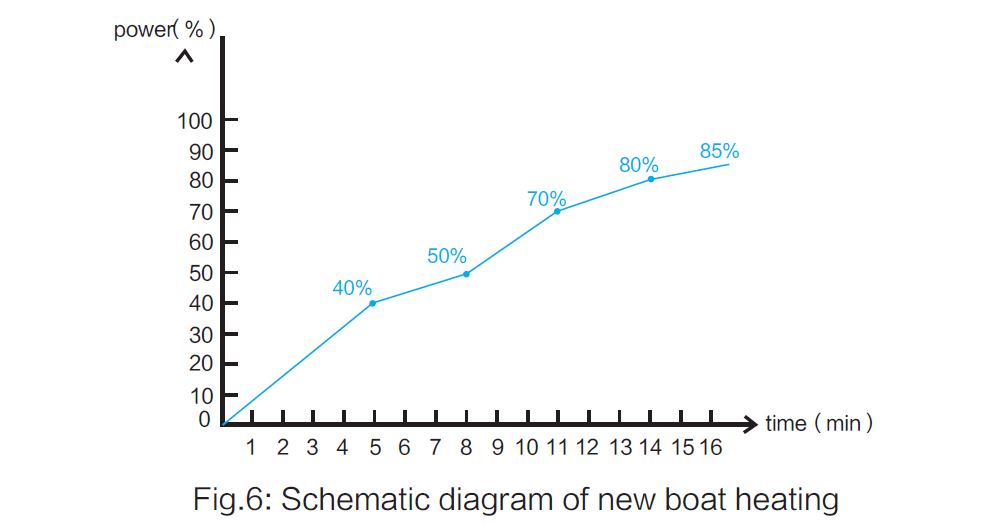
- In 4-step heating process, each step is for 3 minutes.
Power: 0~40%, 40%~50%, 50%~70%, 70%~80%;
- In 3-step heating process, each step is for 3 minutes.
Power: 0~45%, 45%~68%, 68%~80%;
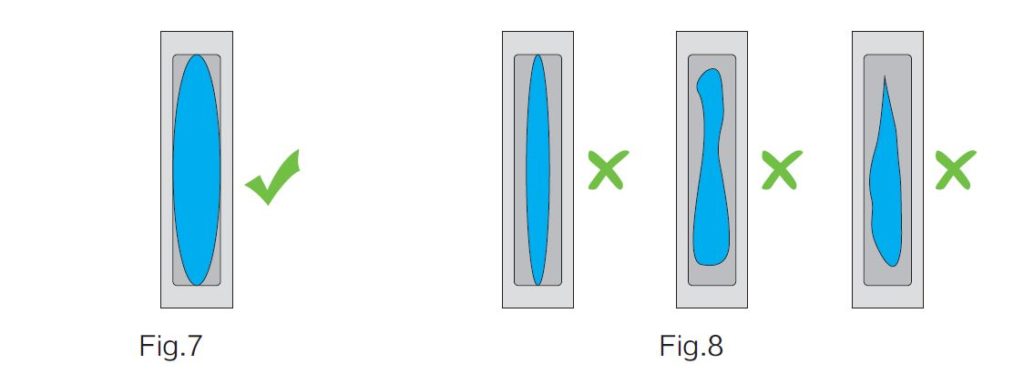
- Best boat wetting condition
In the first heating molten aluminum spreading area is very important. Larger molten aluminum area gives better uniformity, less evaporation boat corrosion and better boat life. Make sure molten aluminum more than 80% of the cavity (Fig.7). Other three conditions are not good for metalizing quality and boat life. (Fig.8).
Following are some suggestions for better wetting:
- Keep voltage 0~2.5V (Make sure not more than 3V) and see color of the boat surface. Color should be in dull black after that keep same voltage for 5 minutes.
- After 5 minutes, increase voltage to 5V and power more than 40% (about 45~50%). Now again see the boat surface color and it will gradually shine. The aluminum wire begin to melt and molten aluminium begin to flow. This step is for 3 minutes.
Voltage adjustment
- Increase 1V per minute and gradually go up to 7V. At this stage check the boat color (brightness). If it is too bright than reduce the current and if too dark than increase the current. Regulating current (machine need to regulate voltage or power) keeps all the boats in the same temperature (color and brightness). At the same time, the Al wire which was placed on the cavity already evaporated. We need to feed more wire on the boats. Also need to check the boat temperature when feeding Aluminum wire. If the Aluminum wire evaporates too fast, it is because of the boat temperature too high and need to reduce boat temperature. This step for 3 minutes.
- Increase voltage from 7V to 7.5V, then increase to 8V. Increase power step by step 70%-75% after that 78%-80%. Through manual adjustment, every boat gets set high-point. This step for 3 minutes. This ends the process of boats warming.
Attention:
When the aluminum wire placed on cavity melts, immediately start to adjust each boat temperature. When all the boats are in the same temperature and molten aluminum on the boats is evaporated.
At this moment the aluminum wire must start feeding immediately (80% feeding speed) until molten aluminum spreads to all the cavity. Then stop feeding of aluminum wire and again adjust temperature of each boat. After molten aluminum evaporation is good, then begin the normal metalizing process.
Evaporation boat temperature
It is very important to control evaporation boats temperature during metalizing. If it is too high or too low, so it will affect boat life.
Evaporation boats temperature too high will result in following.
- Less molten aluminum spreading area and less evaporation area.
- Evaporation of aluminum not uniform.
- Spitting will generate pin holes and influence the metalizing film quality.
- Aluminum wire will melt before reaching close to boat. As a result this can affect molten aluminum spreading and also can cause spitting.
- Boat cavity will have very less molten aluminum which will result in dry heating and then can boat crack.
How to determine the evaporation boat heating temperature is too high?
- Check the molten aluminum spreading area on boat cavity. If it is too small area than evaporation capacity not enough. This condition is because of the boat temperature too high and need to reduce the boat temperature. This will improve the molten aluminum spreading area and improve evaporation efficiency.
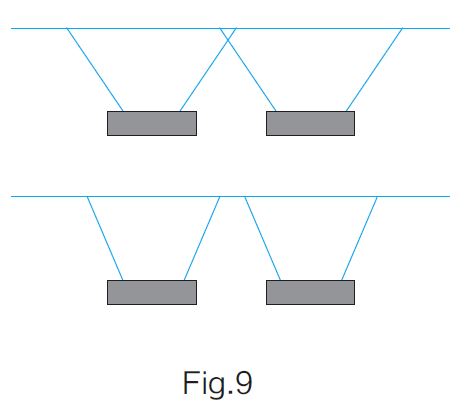
- Check metalizing uniformity from inspection window, if it is not uniform than may be boats temperature is too high (Molten aluminum angle smaller, set OD not achieved above two boats Fig.9).
- If the molten aluminum is boiling and metalized film have more spitting than the boats temperature is too high. The resistance of boat is less at the end where molten aluminum is more and the resistance of boat is more at the end where molten aluminium is less. If you find this situation, then there is temperature difference between those two ends. The boat end which have less molten aluminum, will have temperature higher than normal. In this area, you will observe boiling of molten aluminum. This will give spitting and pin hole problems.
Attention:
Due to the large temperature difference between wetted area and dry area, it will have strong thermal stress and cannot be released. These parts can have cracks and these cracks will increase the resistance more and more resulting the temperature higher and higher. If this continues boat can crack.
Evaporation boats temperature too low will result in following.
- Aluminum wire will melt slowly and the molten aluminum will accumulate in cavity. This can lead to overflow of molten aluminum. This molten aluminum will spread over vacuum chamber and evaporation zone making it very dirty and can generate more impurities in coating.
- The slow evaporation rate will cause molten aluminum over flow. If the molten aluminium falls on the clamp, the electricity will short out and damage the machine or reduce the boat life.
For the better boat life, we must make sure for enough evaporation rate and avoid molten aluminum overflow, in this condition try best to keep lower temperature.
Boat evaporation rate
Boat evaporation rate is 0.4~0.5g/min*cm². For more production, we always hope to get faster evaporation rate but increasing the temperature will not give faster rate of evaporation. Because too high temperature will increase the boat corrosion rate and increase dry cavity area (Spitting, pin hole and broken boat Problems and so on).
Power control when heating
Evaporation Boat is a ceramic material and gets heated very slowly. When adjusting the power, range should not too large every time. Wait for one minute after every adjustment finished, then do the next adjustment based on the condition. If adjustment range too large, it will have strong thermal stress in short time and reduce the boat life.
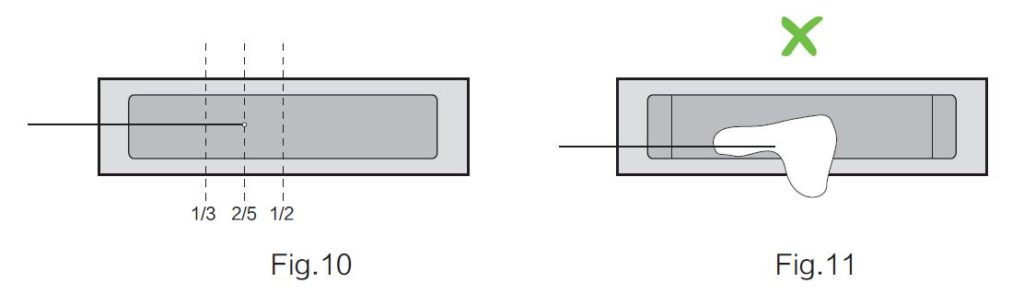
Aluminum wire feeding
- Aluminum wire feeding point, should be on 2/5 of the boat cavity (Fig.10).
- If you find the aluminum wire feeding point not correct, please change. If the aluminum wire point to one side (Fig.11), molten aluminum will get overflow resulting abnormal behaviour or problems.
The depth of boat cavity
- The depth of cavity should be 1-1.2mm, which is the best size for the boat evaporation. If the cavity is too deep, the molten aluminum evaporation will not be good and also have aluminum deposition in the cavity. This will Influence the evaporation result and reduce the boat life.
- The evaporation rate is more if the boat width is more. For examples boat size 130*30*9 with cavity width is 26mm. If the boat width is increased from 30mm to 35mm, the cavity width will also be increased to 31mm. In this way, the evaporation rate will increase 20%.
Instructions after opening the chamber
- When the film roll is going to finish, before this aluminum wire feeding should be stopped in time. Boat power should not be turned off immediately. Wait for 30 seconds to 1 minute as this will allow molten aluminum to get completely evaporate from the boat surface. After this, turn off the power.
- Wait for 3~5 minutes, let the temperature of vacuum chamber come down and then open the vacuum valve. In this way, the evaporation boat gets cooled and it avoids surface oxidation. Clear the aluminum wastage and other things which is in the source area than apply new coat of Boron nitride or Graphite solution.
- Clean the aluminum waste on evaporation boat surface and clamps.
- Cut off the aluminum wire which is melted in the feeding mouth. Use cleaner to remove the dust in chamber.

Please contact us for requirement of advance ceramics materials like, Evaporation boats, Graphite crucible, Boron nitride and other materials and also subscribe for our blog in Vacuum technology category for newer posts.
{kind=link}
3 comments on “Conductive Ceramic Evaporation Boats for Vacuum Web Coating”